

बोरोन नाइट्राइड सिरेमिक उत्पाद
बोरॉन नाइट्राइड सिरेमिक उत्पादों का परिचय
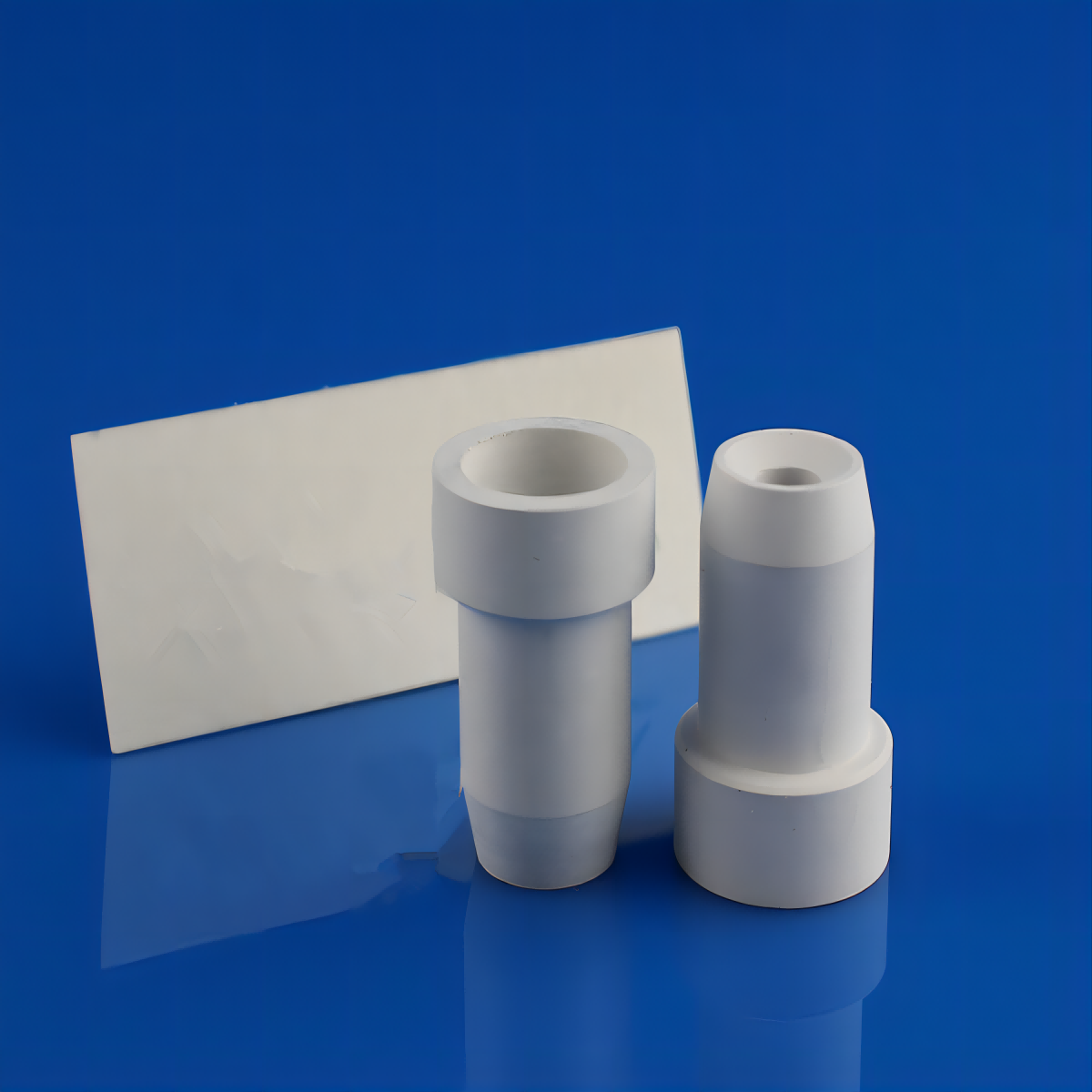
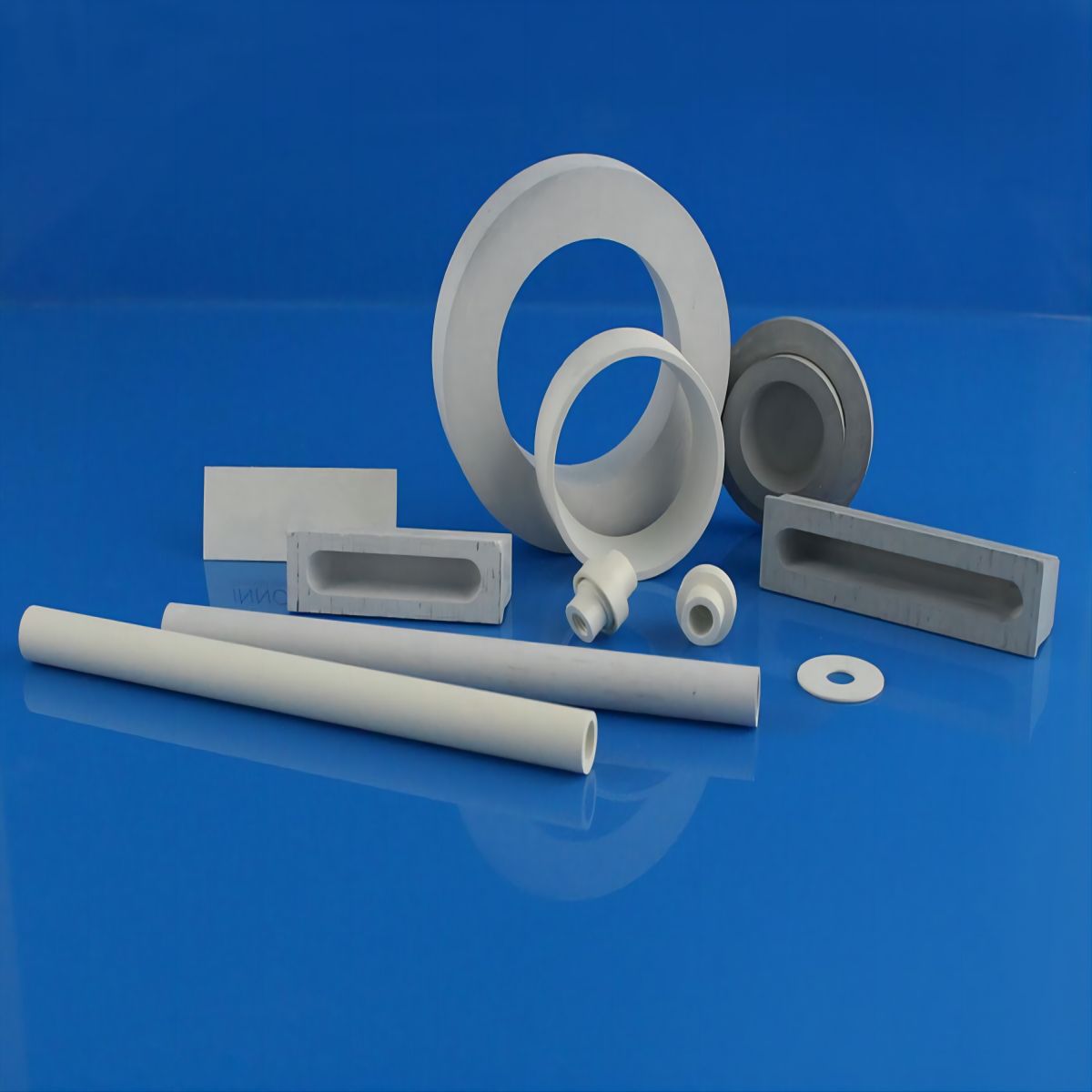
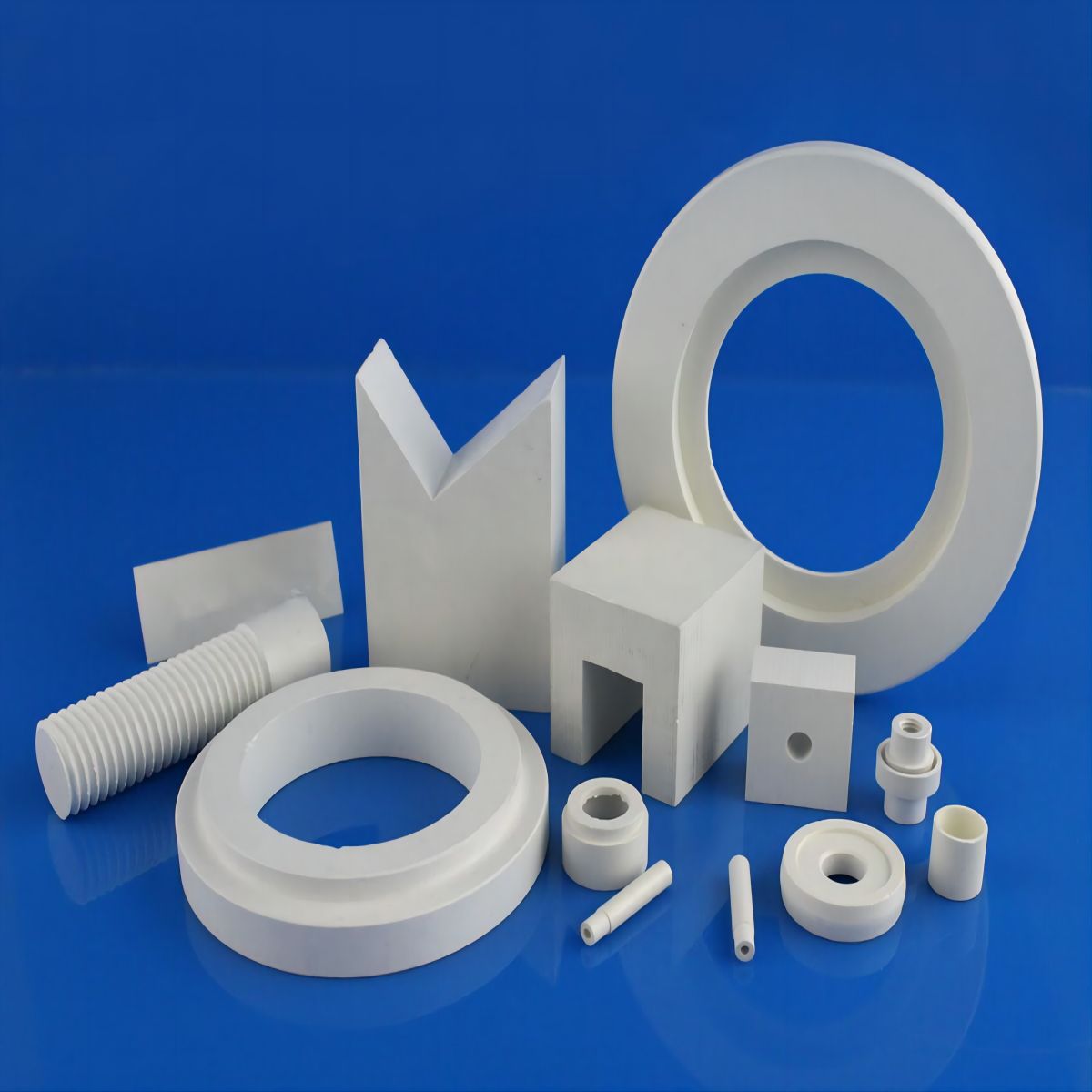
यह बोरॉन नाइट्राइड सिरेमिक उत्पाद उद्योग के अग्रणी तकनीकी समर्थन के साथ अंतरराष्ट्रीय उन्नत वैक्यूम हॉट-प्रेसिंग सिंटरिंग प्रक्रिया को अपनाता है, ताकि यह सुनिश्चित किया जा सके कि सामग्री में उत्कृष्ट यांत्रिक, रासायनिक, विद्युत और थर्मल गुण हैं, और यह उच्च प्रदर्शन वाले औद्योगिक श्रृंखला के लिए उपयुक्त है। अनुप्रयोग. उद्योग की जरूरतों के अनुसार, हम उच्च शुद्धता और विभिन्न बाइंडरों, संपूर्ण समाधानों, विभिन्न प्रकार के उद्योग अनुप्रयोगों और अनुकूलित प्रोफाइलों को कवर करने वाले बोरॉन नाइट्राइड सिरेमिक उत्पाद भी प्रदान कर सकते हैं।
बोरोन नाइट्राइड सिरेमिक अनुप्रयोग
● उच्च तापमान भट्ठी इन्सुलेशन भागों, थर्मोकपल सुरक्षा ट्यूब।
● अनाकार नोजल और पाउडर धातु परमाणु नोजल।
● उच्च तापमान वाले यांत्रिक घटक, जैसे बियरिंग, वाल्व और गैसकेट आदि।
● पिघली हुई धातु का क्रूसिबल या साँचा।
● क्षैतिज निरंतर कास्टिंग पृथक्करण रिंग।
● नाइट्राइड और सियालोन फायरिंग के लिए मफल भट्ठी और क्रूसिबल।
● अर्धचालक उद्योग में पी-प्रकार प्रसार स्रोत।
● MOCVD नियामक और उसके हिस्से।
● भागों की ढलाई और रोलिंग।

बोरोन नाइट्राइड सिरेमिक उत्पादों की विशेषताएं और लाभ
1. उत्कृष्ट उच्च तापमान प्रतिरोध (निर्वात और निष्क्रिय वातावरण के तहत तापमान का उपयोग ≥ 2000 ℃ हो सकता है)।
2. उच्च तापीय चालकता।
3. उत्कृष्ट थर्मल शॉक प्रतिरोध और कम थर्मल विस्तार प्रदर्शन।
4. उच्च तापमान पर उत्कृष्ट विद्युत इन्सुलेशन प्रदर्शन।
5. पिघली हुई धातु, धातुमल, कांच के प्रति उच्च प्रतिरोध।
6. उच्च संक्षारण और पहनने का प्रतिरोध।
7. मशीन से बनाना आसान, आवश्यक आकार और आकार पाने के लिए आवश्यकता के अनुसार संसाधित किया जा सकता है।
सिरेमिक उत्पाद प्रसंस्करण सुझाव
बोरोन नाइट्राइड सिरेमिक सामग्री में उत्कृष्ट मशीनिंग गुण होते हैं और आवश्यकतानुसार बहुत कम सहनशीलता के साथ जटिल आकार में संसाधित किया जा सकता है। बोरान नाइट्राइड सिरेमिक सामग्री के प्रसंस्करण में निम्नलिखित बातों पर ध्यान दिया जाना चाहिए:
बोरान नाइट्राइड सिरेमिक सामग्री को मानक उच्च गति वाले स्टील काटने वाले उपकरणों के साथ संसाधित किया जा सकता है। कठोर पीबीएन-ई और मिश्रित सामग्रियों के प्रसंस्करण के लिए, सीमेंटेड कार्बाइड उपकरण या हीरे के उपकरण की सिफारिश की जाती है।
आवश्यकतानुसार पीसने का काम किया जा सकता है, और धागों को मशीन में डालने के लिए मानक नल और डाई का उपयोग किया जा सकता है।
काटने के तेल और शीतलक के उपयोग के बिना, मशीनिंग प्रक्रिया को हमेशा सूखा रखा जाना चाहिए।
काटने के उपकरण तेज और साफ होने चाहिए, और नकारात्मक झुकाव वाले काटने के उपकरण का उपयोग न करें।
सामग्रियों को संसाधित करते समय, अत्यधिक दबाव से बचने के लिए जैमिंग और क्लैम्पिंग करते समय सावधान रहें। गायब किनारों और कोनों को रोकने के लिए डाउन-मिलिंग तकनीक का उपयोग किया जाना चाहिए।
